|
|
|
Detoxification and concentration of corn stover hydrolysate and its fermentation for ethanol production |
Qing Li1, Yingjie Qin1,2( ), Yunfei Liu1, Jianjun Liu1, Qing Liu1, Pingli Li1, Liqiang Liu2 ), Yunfei Liu1, Jianjun Liu1, Qing Liu1, Pingli Li1, Liqiang Liu2 |
1. School of Chemical Engineering and Technology, Tianjin University, Tianjin 300072, China
2. Chembrane Engineering & Technology, Inc., Tianjin 300308, China |
|
|
|
|
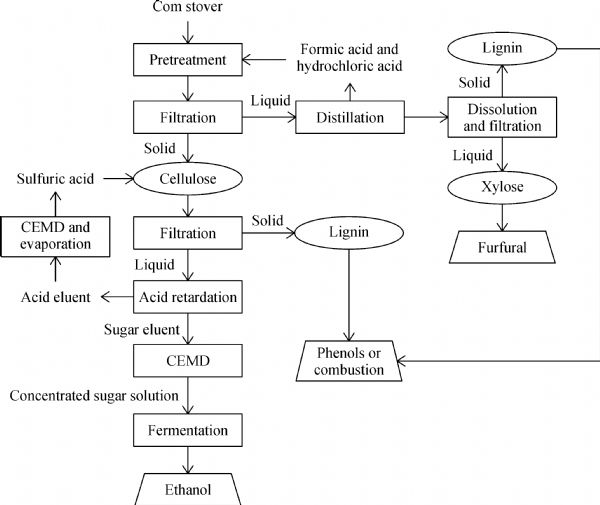
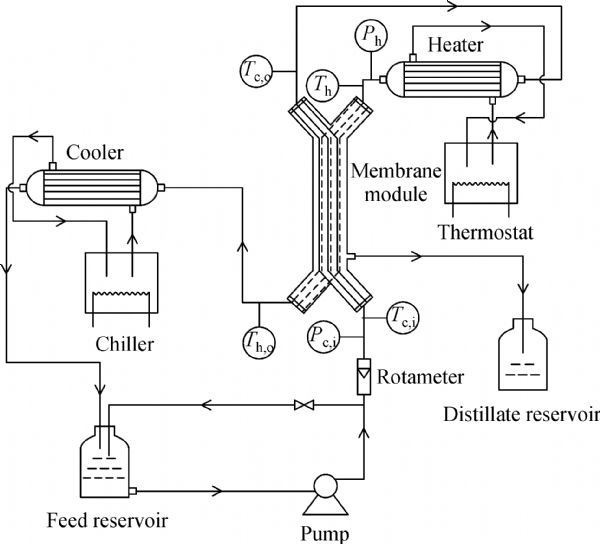
Abstract Environmental and energy concerns have increased interest in renewable energy sources, particularly biofuels. Thus the fermentation of glucose from sulfuric acid-hydrolyzed corn stover for the production of bioethanol has been explored using a combined acid retardation and continuous-effect membrane distillation treatment process. This process resulted in the separation of the sugars and acids from the acid-catalyzed hydrolysate, the removal of most of the fermentation inhibitors from the hydrolysate and the concentration of the detoxified hydrolysate. The recovery rate of glucose from the sugar-acid mixture using acid retardation was greater than 99.12% and the sulfuric acid was completely recovered from the hydrolysate. When the treated corn stover hydrolysate, containing 100 g/L glucose, was used as a carbon source, 43.06 g/L of ethanol was produced with a productivity of 1.79 g/(L∙h) and a yield of 86.31%. In the control experiment, where glucose was used as the carbon source these values were 1.97 g/(L∙h) and 93.10% respectively. Thus the integration of acid retardation and a continuous-effect membrane distillation process are effective for the production of fuel ethanol from corn stover.
|
| Keywords
corn stover
hydrolysate
acid retardation
continuous-effect membrane distillation
ethanol fermentation
|
|
Corresponding Author(s):
Yingjie Qin
|
|
Just Accepted Date: 02 March 2018
Online First Date: 22 May 2018
Issue Date: 25 February 2019
|
|
| 1 |
IKim, Y H Seo, G Y Kim, J I Han. Co-production of bioethanol and biodiesel from corn stover pretreated with nitric acid. Fuel, 2015, 143: 285–289
https://doi.org/10.1016/j.fuel.2014.11.031
|
| 2 |
RKoppram, F Nielsen, EAlbers, ALambert, SWaennstroem, LWelin, GZacchi, LOlsson. Simultaneous saccharification and co-fermentation for bioethanol production using corncobs at lab, PDU and demo scales. Biotechnology for Biofuels, 2013, 6(1): 2
https://doi.org/10.1186/1754-6834-6-2
|
| 3 |
OKarin, R Andreas, GMats, ZGuido. Fuel ethanol production from steam-pretreated corn stover using SSF at higher dry matter content. Biomass and Bioenergy, 2006, 30(10): 863–869
https://doi.org/10.1016/j.biombioe.2006.02.002
|
| 4 |
JZaldivar, J Nielsen, LOlsson. Fuel ethanol production from lignocellulose: A challenge for metabolic engineering and process integration. Applied Microbiology and Biotechnology, 2001, 56(1-2): 17–34
https://doi.org/10.1007/s002530100624
|
| 5 |
M PTaylor, I Mulako, MTuffin, DCowan. Understanding physiological responses to pretreatment inhibitors in ethanologenic fermentations. Journal of Biotechnology, 2012, 7(9): 1169–1181
https://doi.org/10.1002/biot.201100335
|
| 6 |
JMingjie, W L Ming, B Venkatesh, E DBruce. Two-step SSCF to convert AFEX-treated switchgrass to ethanol using commercial enzymes and Saccharomyces cerevisiae 424A(LNH-ST). Bioresource Technology, 2010, 101(21): 8171–8178
https://doi.org/10.1016/j.biortech.2010.06.026
|
| 7 |
L PYomano, S W York, K T Shanmugam, L O Ingram. Deletion of methylglyoxal synthase gene (mgsA) increased sugar co-metabolism in ethanol-producing Escherichia coli. Biotechnology Letters, 2009, 31(9): 1389–1398
https://doi.org/10.1007/s10529-009-0011-8
|
| 8 |
RHuang, R Su. Qi W, Zhang M, He Z. Fractionation of lignocellulose by formic acid pretreatment. Chinese Journal of Process Engineering, 2008, 8(6): 1103–1107
|
| 9 |
JHeinonen, A Tamminen, JUusitalo, TSainio. Ethanol production from wood via concentrated acid hydrolysis, chromatographic separation, and fermentation. Journal of Chemical Technology and Biotechnology (Oxford, Oxfordshire), 2012, 87(5): 689–696
https://doi.org/10.1002/jctb.2766
|
| 10 |
S TMoe, K K Janga, T Hertzberg, M BHagg, KOeyaas, NDyrset. Saccharification of lignocellulosic biomass for biofuel and biorefinery applications—a renaissance for the concentrated acid hydrolysis? Energy Procedia, 2012, 20: 50–58
https://doi.org/10.1016/j.egypro.2012.03.007
|
| 11 |
LWang, H Chen. Increased fermentability of enzymatically hydrolyzed steam-exploded corn stover for butanol production by removal of fermentation inhibitors. Process Biochemistry, 2011, 46(2): 604–607
https://doi.org/10.1016/j.procbio.2010.09.027
|
| 12 |
AMartinez, M E Rodriguez, M L Wells, S W York, J F Preston, L O Ingram. Detoxification of dilute acid hydrolysates of lignocellulose with lime. Biotechnology Progress, 2001, 17(2): 287–293
https://doi.org/10.1021/bp0001720
|
| 13 |
TSainio, I Turku, JHeinonen. Adsorptive removal of fermentation inhibitors from concentrated acid hydrolyzates of lignocellulosic biomass. Bioresource Technology, 2011, 102(10): 6048–6057
https://doi.org/10.1016/j.biortech.2011.02.107
|
| 14 |
D HCho, Y J Lee, Y Um, B ISang, Y HKim. Detoxification of model phenolic compounds in lignocellulosic hydrolysates with peroxidase for butanol production from Clostridium beijerinckii. Applied Microbiology and Biotechnology, 2009, 83(6): 1035–1043
https://doi.org/10.1007/s00253-009-1925-8
|
| 15 |
RPurwadi, C Niklasson, M JTaherzadeh. Kinetic study of detoxification of dilute-acid hydrolyzates by Ca(OH)2. Journal of Biotechnology, 2004, 114(1-2): 187–198
https://doi.org/10.1016/j.jbiotec.2004.07.006
|
| 16 |
S RNanguneri, R DHester. Acid/sugar separation using ion exclusion resins: A process analysis and design. Separation Science and Technology, 1990, 25(13-15): 1829–1842
https://doi.org/10.1080/01496399008050427
|
| 17 |
R PNeuman, S R Rudge, M R Ladisch. Sulfuric acid-sugar separation by ion exclusion. Reactive Polymers, Ion Exchangers. Sorbents, 1987, 5(1): 55–61
|
| 18 |
M JHatch, J A Dillon. Acid retardation: Simple physical method for separation of strong acids from their salts. Industrial & Engineering Chemistry Process Design and Development, 1963, 2(4): 253–263
https://doi.org/10.1021/i260008a001
|
| 19 |
JLiu, Y Qin, PLi, KZhang, QLiu, L Liu. Separation of the acid-sugar mixtures by using acid retardation and further concentration of the eluents by using continuous-effect membrane distillation. Journal of Chemical Technology and Biotechnology (Oxford, Oxfordshire), 2016, 91(4): 1105–1112
https://doi.org/10.1002/jctb.4692
|
| 20 |
JChen, Y Zhang, YWang, XJi, L Zhang, XMi, HHuang. Removal of inhibitors from lignocellulosic hydrolyzates by vacuum membrane distillation. Bioresource Technology, 2013, 144: 680–683
https://doi.org/10.1016/j.biortech.2013.07.021
|
| 21 |
KYao, Y Qin, YYuan, LLiu, F He, YWu. A continuous-effect membrane distillation process based on hollow fiber AGMD module with internal latent-heat recovery. AIChE Journal, 2013, 59(4): 1278–1297
https://doi.org/10.1002/aic.13892
|
| 22 |
WYang, P Li, DBo, HChang, XWang, T Zhu. Optimization of furfural production from D-xylose with formic acid as catalyst in a reactive extraction system. Bioresource Technology, 2013, 133: 361–369
https://doi.org/10.1016/j.biortech.2013.01.127
|
| 23 |
KZhang, Y Qin, FHe, JLiu, Y Zhang, LLiu. Concentration of aqueous glycerol solution by using continuous-effect membrane distillation. Separation and Purification Technology, 2015, 144: 186–196
https://doi.org/10.1016/j.seppur.2015.02.034
|
| 24 |
JLiu. The research of key points on biobutanol production using corn stover. Dissertation for the Doctoral Degree. Tianjin: Tianjin University, 2015, 64–76
|
| 25 |
ASeidel-Morgenstern, MSchulte, AEpping. Fundamentals and General Terminology, in Preparative Chromatography. Weinheim: Wiley-VCH Verlag, 2012, 7–46
|
| 26 |
T AClark, K L Mackie. Fermentation inhibitors in wood hydrolysates derived from the softwood Pinus radiata. Journal of Chemical Technology and Biotechnology (Oxford, Oxfordshire), 1984, 34B(2): 101–110
|
| 27 |
B PGrassmanned, E B HSawisto. Physical principles of chemical engineering. Oxford: Pergamon Press, 1971
|
| 28 |
J BAlmeida e Silva, U ALima, M E STaqueda, F GGuaragna. Use of response surface methodology for selection of nutrient levels for culturing Paecilomyces variotii in eucalyptus hemicellulosic hydrolyzate. Bioresource Technology, 2003, 87(1): 45–50
https://doi.org/10.1016/S0960-8524(02)00199-2
|
| 29 |
G JYue. An introduction to cellulosic ethanol engineering. Beijing: Chemical Industry Press, 2014, 5–29 (in Chinese)
|
| 30 |
L NSierkstra, H H WSilljé, J M AVerbakel, C TVerrips. The glucose-6 phosphate isomerase reaction is essential for normal glucose repression in Saccharomyces cerevisiae. FEBS Journal, 1993, 214(1): 121–127
|
| 31 |
BMaiorella, H W Blanch, C R Wilke. By-product inhibition effects on ethanolic fermentation by Saccharomyces cerevisiae. Biotechnology and Bioengineering, 1983, 25(1): 103–121
https://doi.org/10.1002/bit.260250109
|
| 32 |
M JTorija, N Rozes, MPoblet, J MGuillamon, AMas. Effects of fermentation temperature on the strain population of Saccharomyces cerevisiae. International Journal of Food Microbiology, 2003, 80(1): 47–53
https://doi.org/10.1016/S0168-1605(02)00144-7
|
| 33 |
MPhisalaphong, N Srirattana, WTanthapanichakoon. Mathematical modeling to investigate temperature effect on kinetic parameters of ethanol fermentation. Biochemical Engineering Journal, 2006, 28(1): 36–43
https://doi.org/10.1016/j.bej.2005.08.039
|
| 34 |
K CZhang. Alcohol and Distilling Wine Craft. Beijing: China Light Industry Press, 1995, 246–247 (in Chinese)
|
| 35 |
L YCai, Y L Ma, X X Ma, J M Lv. Improvement of enzymatic hydrolysis and ethanol production from corn stalk by alkali and N-methylmorpholine-N-oxide pretreatments. Bioresource Technology, 2016, 212: 42–46
https://doi.org/10.1016/j.biortech.2016.04.012
|
| 36 |
YMessaoudi, N Smichi, FBouachir, MGargouri. Fractionation and biotransformation of lignocelluloses-based wastes for bioethanol, xylose and vanillin production. Waste and Biomass Valorization, 2017,
|
|
Viewed |
|
|
|
Full text
|
|
|
|
|
Abstract
|
|
|
|
|
Cited |
|
|
|
|
| |
Shared |
|
|
|
|
| |
Discussed |
|
|
|
|