|
|
|
Assessing the effects of different dielectrics on environmentally conscious powder-mixed EDM of difficult-to-machine material (WC-Co) |
Jagdeep SINGH( ),Rajiv Kumar SHARMA ),Rajiv Kumar SHARMA |
| Department of Mechanical Engineering, National Institute of Technology, Hamirpur, Himachal Pradesh-177005, India |
|
|
|
|
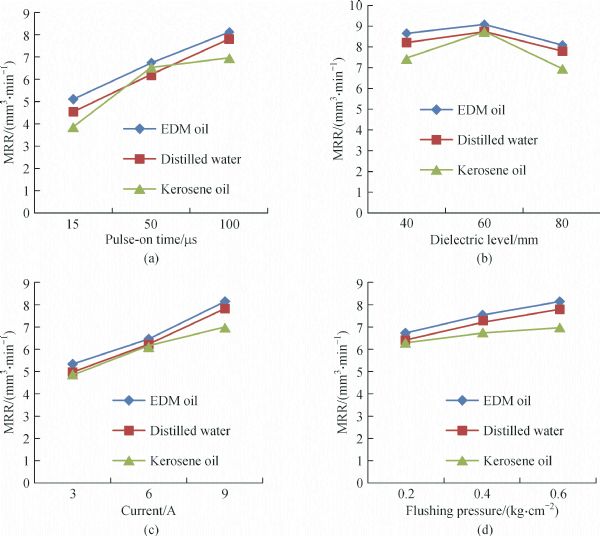
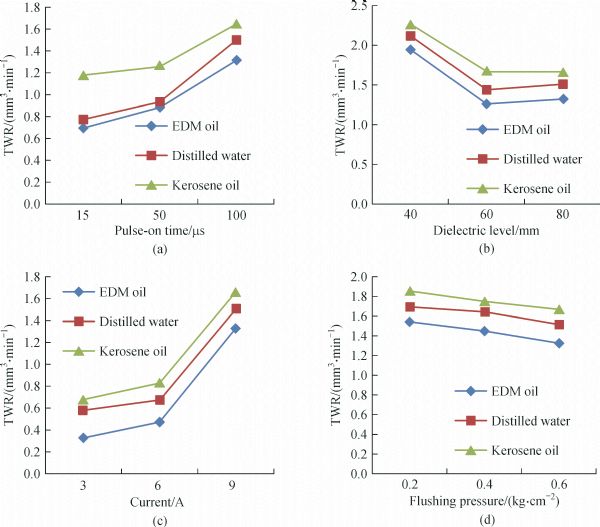
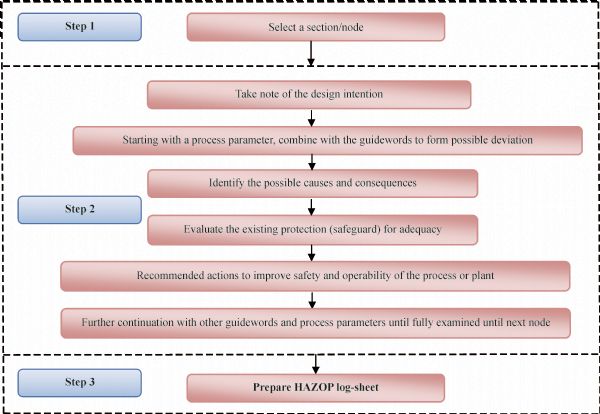
Abstract Electrical discharge machining (EDM) is a well-known nontraditional manufacturing process to machine the difficult-to-machine (DTM) materials which have unique hardness properties. Researchers have successfully performed hybridization to improve this process by incorporating powders into the EDM process known as powder-mixed EDM process. This process drastically improves process efficiency by increasing material removal rate, micro-hardness, as well as reducing the tool wear rate and surface roughness. EDM also has some input parameters, including pulse-on time, dielectric levels and its type, current setting, flushing pressure, and so on, which have a significant effect on EDM performance. However, despite their positive influence, investigating the effects of these parameters on environmental conditions is necessary. Most studies demonstrate the use of kerosene oil as dielectric fluid. Nevertheless, in this work, the authors highlight the findings with respect to three different dielectric fluids, including kerosene oil, EDM oil, and distilled water using one-variable-at-a-time approach for machining as well as environmental aspects. The hazard and operability analysis is employed to identify the inherent safety factors associated with powder-mixed EDM of WC-Co.
|
| Keywords
WC
hazard and operability analysis (HAZOP)
discharging
aerosol concentration
dielectrics
powders
|
|
Corresponding Author(s):
Jagdeep SINGH
|
|
Online First Date: 20 June 2016
Issue Date: 29 November 2016
|
|
| 1 |
Yasuo Y, Katsuhiko S. An evaluation of difficulty in machining difficult-to-cut materials by using difficult-to-cut rating. Journal of the Japan Society for Precision Engineering, 2004, 70: 407–411 (in Japanese)
|
| 2 |
Benes J. Cutting difficult-to-machine materials. American Machinist, 2007, 151(1): 18
|
| 3 |
Mahdavinejad R A, Mahdavinejad A. ED machining of WC-Co. Journal of Materials Processing Technology, 2005, 162–163: 637–643
https://doi.org/10.1016/j.jmatprotec.2005.02.211
|
| 4 |
Jahan M P, Rahman M, Wong Y S. A review on the conventional and micro-electro discharge machining of tungsten carbide. International Journal of Machine Tools & Manufacture, 2011, 51(12): 837–858
https://doi.org/10.1016/j.ijmachtools.2011.08.016
|
| 5 |
Kunieda M, Lauwers B, Rajurkar K P, et al. Advancing EDM through fundamental insight into the process. CIRP Annals—Manufacturing Technology, 2005, 54(2): 64–87
https://doi.org/10.1016/S0007-8506(07)60020-1
|
| 6 |
Ho K H, Newman S T. State of the art electrical discharge machining (EDM). International Journal of Machine Tools & Manufacture, 2003, 43(13): 1287–1300
https://doi.org/10.1016/S0890-6955(03)00162-7
|
| 7 |
Sharma R K, Singh J. Effect of powder mixed electrical discharge machining (PMEDM) on difficult to machine materials—A systematic literature review. Journal for Manufacturing Science and Production, 2014, 14(4): 233–255
https://doi.org/10.1515/jmsp-2014-0016
|
| 8 |
Sharma R K, Singh J. Determination of multi-performance characteristics for powder mixed electric discharge machining of tungsten carbide alloy. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2016, 230(2): 303–312
https://doi.org/10.1177/0954405414554017
|
| 9 |
Kumar A, Maheshwari S, Sharma C, et al. A study of multi-objective parametric optimization of silicon abrasive mixed electrical discharge machining of tool steel. Materials and Manufacturing Processes, 2010, 25(10): 1041–1047
https://doi.org/10.1080/10426910903447303
|
| 10 |
Kumar A, Maheshwari S, Sharma C, et al. Research developments in additives mixed electrical discharge machining: A state of art review. Materials and Manufacturing Processes, 2010, 25(10): 1166–1180
https://doi.org/10.1080/10426914.2010.502954
|
| 11 |
Zhao W, Meng Q, Wang Z. The application of research on powder mixed EDM in rough machining. Journal of Materials Processing Technology, 2002, 129(1–3): 30–33
https://doi.org/10.1016/S0924-0136(02)00570-8
|
| 12 |
Jeswani M L. Effects of the addition of graphite powder to kerosene used as the dielectric fluid in electrical discharge machining. Wear, 1981, 70(2): 133–139
https://doi.org/10.1016/0043-1648(81)90148-4
|
| 13 |
Wong Y S, Lim L C, Rahuman I, et al. Near-mirror finish phenomenon in EDM using powder-mixed dielectric. Journal of Materials Processing Technology, 1998, 79(1–3): 30–40
https://doi.org/10.1016/S0924-0136(97)00450-0
|
| 14 |
Kumar A, Maheshwari S, Sharma C, Realizing potential of graphite powder in enhancing machining rate in AEDM of nickel based super alloy 718. In: Proceedings of the International Conference on Advanced in Mechanical Engineering. 2010, 50–53
|
| 15 |
Han M S, Min B K, Lee S J. Improvement of surface integrity of electro-chemical discharge machining process using powder-mixed electrolyte. Journal of Materials Processing Technology, 2007, 191(1–3): 224–227
https://doi.org/10.1016/j.jmatprotec.2007.03.004
|
| 16 |
Lee S H, Li X P. Study of the effect of machining of parameters on the machining characteristics of electrical discharge machining of tungsten carbide. Journal of Materials Processing Technology, 2001, 115(3): 344–358
https://doi.org/10.1016/S0924-0136(01)00992-X
|
| 17 |
Lin Y, Chen Y, Lin C, et al. Electrical discharge machining (EDM) characteristics associated with electrical discharge energy on machining of cemented tungsten carbide. Materials and Manufacturing Processes, 2008, 23(4): 391–399
https://doi.org/10.1080/10426910801938577
|
| 18 |
Kung K Y, Horng J T, Chiang K T. Material removal rate and electrode wear ratio study on the powder mixed electrical discharge machining of cobalt-bonded tungsten carbide. International Journal of Advanced Manufacturing Technology, 2009, 40(1–2): 95–104
https://doi.org/10.1007/s00170-007-1307-2
|
| 19 |
Jahan M P, Rahman M, Wong Y S. Modelling and experimental investigation on the effect of nanopowder-mixed dielectric in micro-electro discharge machining of tungsten carbide. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 2010, 224(11): 1725–1739
|
| 20 |
Shayan A V, Afza R A, Teimouri R. Parametric study along with selection of optimal solutions in dry wire cut machining of cemented tungsten carbide (WC-Co). Journal of Manufacturing Processes, 2013, 15(4): 644–658
https://doi.org/10.1016/j.jmapro.2013.05.001
|
| 21 |
Assarzadeh S, Ghoreishi M. Statistical modeling and optimization of process parameters in electro-discharge machining of cobalt-bonded tungsten carbide composite (WC/6%Co). Procedia CIRP, 2013, 6: 463–469
https://doi.org/10.1016/j.procir.2013.03.099
|
| 22 |
Tan X, Liu F, Cao H, et al. A decision making framework model of cutting fluid selection for green manufacturing and a case study. Journal of Materials Processing Technology, 2002, 129(1–3): 467–470
https://doi.org/10.1016/S0924-0136(02)00614-3
|
| 23 |
Jose M, Sivapirakasam S P, Surianarayanan M. Analysis of aerosol emission and hazard evaluation of electrical discharge machining (EDM) process. Industrial Health, 2010, 48(4): 478–486
https://doi.org/10.2486/indhealth.MS1127
pmid: 20720340
|
| 24 |
Kellens K, Renaldi, Dewulf W, Preliminary environmental assessment of electrical discharge machining. In: Hesselbach J, Herrmann C, eds. Glocalized Solutions for Sustainability in Manufacturing. Berlin: Springer, 2011
|
| 25 |
Sivapirakasam S P, Mathew J, Surianarayanan M. Multi-attribute decision making for green electrical discharge machining. Expert Systems with Applications, 2011, 38(7): 8370–8374
https://doi.org/10.1016/j.eswa.2011.01.026
|
| 26 |
Fard R K, Afza R A, Teimouri R. Experimental investigation, intelligent modeling and multi-characteristics optimization of dry WEDM process of Al-SiC metal matrix composite. Journal of Manufacturing Processes, 2013, 15(4): 483–494
https://doi.org/10.1016/j.jmapro.2013.09.002
|
| 27 |
Teimouri R, Baseri H. Experimental study of rotary magnetic field-assisted dry EDM with ultrasonic vibration of workpiece. International Journal of Advanced Manufacturing Technology, 2013, 67(5–8): 1371–1384
https://doi.org/10.1007/s00170-012-4573-6
|
| 28 |
Ekmekci B, Elkoca O, Erden A. A comparative study on the surface integrity of plastic mold steel due to electric discharge machining. Metallurgical and Materials Transactions B, 2005, 36(1): 117–124
|
| 29 |
Amorim F L, Weingaertner W L, Bassani I A. Aspects on the optimization of die-sinking EDM of tungsten carbide-cobalt. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 2010, 32(SPE): 496–502
https://doi.org/10.1590/S1678-58782010000500009
|
| 30 |
Wong Y S, Lim L C, Lee L C. Effects of flushing on electro-discharge machined surfaces. Journal of Materials Processing Technology, 1995, 48(1–4): 299–305
https://doi.org/10.1016/0924-0136(94)01662-K
|
| 31 |
Leão F N, Pashby I R. A review on the use of environmentally-friendly dielectric fluids in electrical discharge machining. Journal of Materials Processing Technology, 2004, 149(1–3): 341–346
https://doi.org/10.1016/j.jmatprotec.2003.10.043
|
| 32 |
Masuzawa T, Tanaka K, Nakamura Y, et al. Water-based dielectric solution for EDM. CIRP Annals—Manufacturing Technology, 1983, 32(1): 119–122
https://doi.org/10.1016/S0007-8506(07)63374-5
|
| 33 |
Lonardo P M, Bruzzone A A. Effect of flushing and electrode material on die sinking EDM. CIRP Annals—Manufacturing Technology, 1999, 48(1): 123–126
https://doi.org/10.1016/S0007-8506(07)63146-1
|
| 34 |
Evertz S, Dott W, Eisentraeger A. Electrical discharge machining: Occupational hygienic characterization using emission-based monitoring. International Journal of Hygiene and Environmental Health, 2006, 209(5): 423–434
https://doi.org/10.1016/j.ijheh.2006.04.005
pmid: 16781192
|
| 35 |
Tan X, Liu F, Cao H, et al. A decision-making framework model of cutting fluid selection for green manufacturing and a case study. Journal of Materials Processing Technology, 2002, 129(1–3): 467–470
https://doi.org/10.1016/S0924-0136(02)00614-3
|
| 36 |
Abbas N M, Yusoff N, Mahmod@Wahab R. Electrical discharge machining (EDM): Practices in Malaysian industries and possible change towards green manufacturing. Procedia Engineering, 2012, 41: 1684–1688
https://doi.org/10.1016/j.proeng.2012.07.368
|
|
Viewed |
|
|
|
Full text
|
|
|
|
|
Abstract
|
|
|
|
|
Cited |
|
|
|
|
| |
Shared |
|
|
|
|
| |
Discussed |
|
|
|
|