|
|
|
Energy efficient cutting parameter optimization |
Xingzheng CHEN1, Congbo LI2( ), Ying TANG3, Li LI1, Hongcheng LI4 ), Ying TANG3, Li LI1, Hongcheng LI4 |
1. College of Engineering and Technology, Southwest University, Chongqing 400715, China
2. State Key Laboratory of Mechanical Transmission, Chongqing University, Chongqing 400044, China
3. Department of Electrical and Computer Engineering, Rowan University, Glassboro, NJ 08028, USA
4. College of Advanced Manufacturing Engineering, Chongqing University of Posts and Telecommunications, Chongqing 400065, China |
|
|
|
|
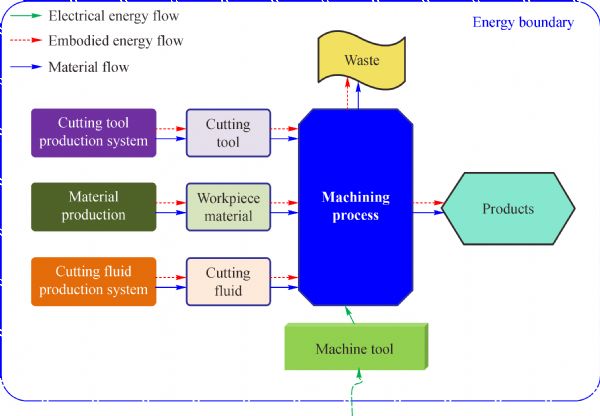
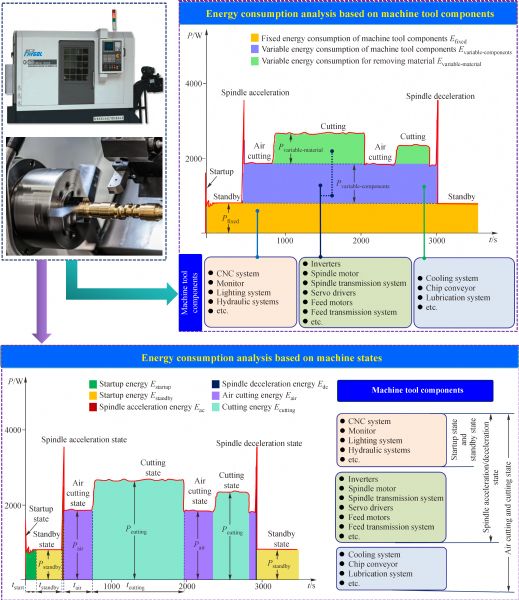
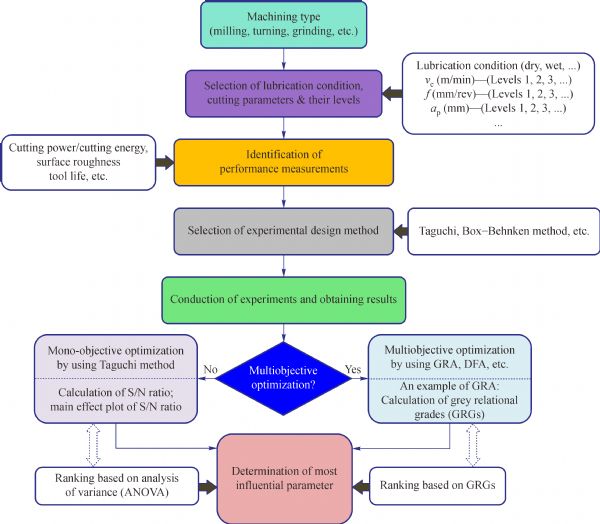
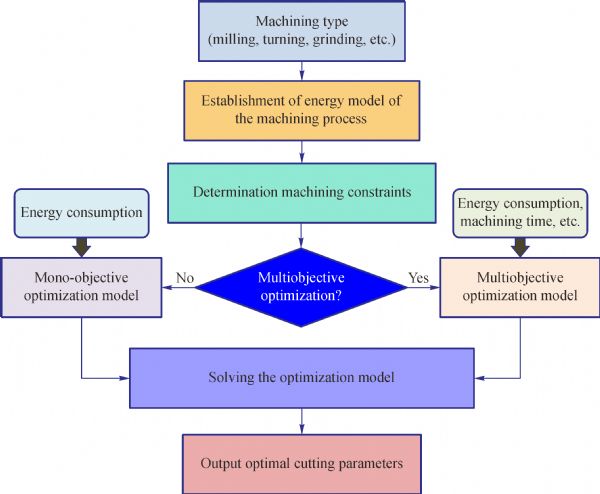
Abstract Mechanical manufacturing industry consumes substantial energy with low energy efficiency. Increasing pressures from energy price and environmental directive force mechanical manufacturing industries to implement energy efficient technologies for reducing energy consumption and improving energy efficiency of their machining processes. In a practical machining process, cutting parameters are vital variables set by manufacturers in accordance with machining requirements of workpiece and machining condition. Proper selection of cutting parameters with energy consideration can effectively reduce energy consumption and improve energy efficiency of the machining process. Over the past 10 years, many researchers have been engaged in energy efficient cutting parameter optimization, and a large amount of literature have been published. This paper conducts a comprehensive literature review of current studies on energy efficient cutting parameter optimization to fully understand the recent advances in this research area. The energy consumption characteristics of machining process are analyzed by decomposing total energy consumption into electrical energy consumption of machine tool and embodied energy of cutting tool and cutting fluid. Current studies on energy efficient cutting parameter optimization by using experimental design method and energy models are reviewed in a comprehensive manner. Combined with the current status, future research directions of energy efficient cutting parameter optimization are presented.
|
| Keywords
energy efficiency
cutting parameter
optimization
machining process
|
|
Corresponding Author(s):
Congbo LI
|
|
Just Accepted Date: 29 March 2021
Online First Date: 14 May 2021
Issue Date: 15 June 2021
|
|
| 1 |
IEA. Key energy statistics. Available at IEA website. 2020-08-20
|
| 2 |
W Cai, C Liu, K Lai, et al.. Energy performance certification in mechanical manufacturing industry: A review and analysis. Energy Conversion and Management, 2019, 186: 415–432
https://doi.org/10.1016/j.enconman.2019.02.041
|
| 3 |
W Cai, F Liu, X Zhou, et al.. Fine energy consumption allowance of workpieces in the mechanical manufacturing industry. Energy, 2016, 114: 623–633
https://doi.org/10.1016/j.energy.2016.08.028
|
| 4 |
X Chen, C Li, Y Tang, et al.. An Internet of Things based energy efficiency monitoring and management system for machining workshop. Journal of Cleaner Production, 2018, 199: 957–968
https://doi.org/10.1016/j.jclepro.2018.07.211
|
| 5 |
P Liu, F Liu, H Qiu. A novel approach for acquiring the real-time energy efficiency of machine tools. Energy, 2017, 121: 524–532
https://doi.org/10.1016/j.energy.2017.01.047
|
| 6 |
ISO. Machine tools—Environmental evaluation of machine tools—Part 1: Design methodology for energy-efficient machine tools. 2017. Available at ISO website. 2020-08-20
|
| 7 |
S T Newman, A Nassehi, R Imani-Asrai, et al.. Energy efficient process planning for CNC machining. CIRP Journal of Manufacturing Science and Technology, 2012, 5(2): 127–136
https://doi.org/10.1016/j.cirpj.2012.03.007
|
| 8 |
H S Yoon, E S Kim, M S Kim, et al.. Towards greener machine tools—A review on energy saving strategies and technologies. Renewable & Sustainable Energy Reviews, 2015, 48: 870–891
https://doi.org/10.1016/j.rser.2015.03.100
|
| 9 |
C Camposeco-Negrete. Optimization of cutting parameters for minimizing energy consumption in turning of AISI 6061 T6 using Taguchi methodology and ANOVA. Journal of Cleaner Production, 2013, 53: 195–203
https://doi.org/10.1016/j.jclepro.2013.03.049
|
| 10 |
M Aslani, M S Mesgari, M Wiering. Adaptive traffic signal control with actor-critic methods in a real-world traffic network with different traffic disruption events. Transportation Research Part C, Emerging Technologies, 2017, 85: 732–752
https://doi.org/10.1016/j.trc.2017.09.020
|
| 11 |
R Kumar, P S Bilga, S Singh. Multi objective optimization using different methods of assigning weights to energy consumption responses, surface roughness and material removal rate during rough turning operation. Journal of Cleaner Production, 2017, 164: 45–57
https://doi.org/10.1016/j.jclepro.2017.06.077
|
| 12 |
J B Dahmus, T G Gutowski. An environmental analysis of machining. In: Proceedings of 2004 ASME International Mechani-cal Engineering Congress and RD&D Expo. Anaheim: ASME, 2004, 643–652
|
| 13 |
M F Rajemi, P T Mativenga, A Aramcharoen. Sustainable machining: Selection of optimum turning conditions based on minimum energy considerations. Journal of Cleaner Production, 2010, 18(10–11): 1059–1065
https://doi.org/10.1016/j.jclepro.2010.01.025
|
| 14 |
L C Moreira, W Li, X Lu, et al.. Energy-efficient machining process analysis and optimisation based on BS EN24T alloy steel as case studies. Robotics and Computer-Integrated Manufacturing, 2019, 58: 1–12
https://doi.org/10.1016/j.rcim.2019.01.011
|
| 15 |
T T Nguyen. Prediction and optimization of machining energy, surface roughness, and production rate in SKD61 milling. Measurement, 2019, 136: 525–544
https://doi.org/10.1016/j.measurement.2019.01.009
|
| 16 |
M Arif, I A Stroud, O Akten. A model to determine the optimal parameters for sustainable-energy machining in a multi-pass turning operation. Proceedings of the Institution of Mechanical Engineers. Part B, Journal of Engineering Manufacture, 2014, 228(6): 866–877
https://doi.org/10.1177/0954405413508945
|
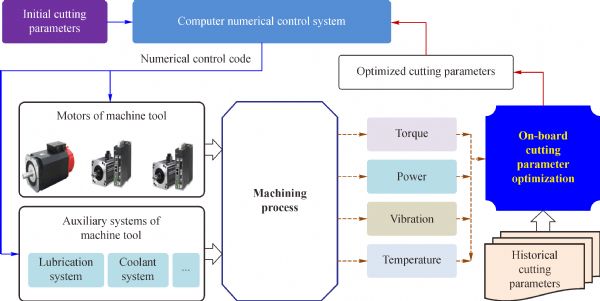
| 17 |
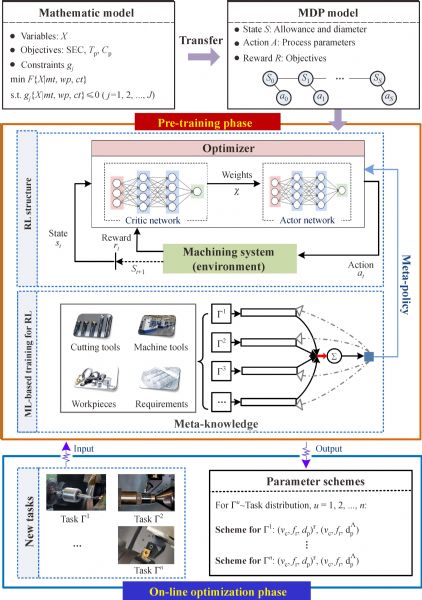
C Lu, L Gao, X Li, et al.. Energy-efficient multi-pass turning operation using multi-objective backtracking search algorithm. Journal of Cleaner Production, 2016, 137: 1516–1531
https://doi.org/10.1016/j.jclepro.2016.07.029
|
| 18 |
C Li, Y Tang, L Cui, et al.. A quantitative approach to analyze carbon emissions of CNC-based machining systems. Journal of Intelligent Manufacturing, 2015, 26(5): 911–922
https://doi.org/10.1007/s10845-013-0812-4
|
| 19 |
Q Yi, C Li, Y Tang, et al.. Multi-objective parameter optimization of CNC machining for low carbon manufacturing. Journal of Cleaner Production, 2015, 95: 256–264
https://doi.org/10.1016/j.jclepro.2015.02.076
|
| 20 |
P C Priarone, M Robiglio, L Settineri, et al.. Modelling of specific energy requirements in machining as a function of tool and lubricoolant usage. CIRP Annals-Manufacturing Technology, 2016, 65(1): 25–28
https://doi.org/10.1016/j.cirp.2016.04.108
|
| 21 |
W Li, A Zein, S Kara, et al.. An investigation into fixed energy consumption of machine tools. In: Hesselbach J, Herrmann C, eds. Glocalized Solutions for Sustainability in Manufacturing. Berlin: Springer, 2011, 268–273
https://doi.org/10.1007/978-3-642-19692-8_47
|
| 22 |
L Zhou, J Li, F Li, et al.. Energy consumption model and energy efficiency of machine tools: A comprehensive literature review. Journal of Cleaner Production, 2016, 112: 3721–3734
https://doi.org/10.1016/j.jclepro.2015.05.093
|
| 23 |
G Y Zhao, Z Y Liu, Y He, et al.. Energy consumption in machining: Classification, prediction, and reduction strategy. Energy, 2017, 133: 142–157
https://doi.org/10.1016/j.energy.2017.05.110
|
| 24 |
P Renna. Energy saving by switch-off policy in a pull-controlled production line. Sustainable Production and Consumption, 2018, 16: 25–32
https://doi.org/10.1016/j.spc.2018.05.006
|
| 25 |
C Li, X Chen, Y Tang, et al.. Selection of optimum parameters in multi-pass face milling for maximum energy efficiency and minimum production cost. Journal of Cleaner Production, 2017, 140: 1805–1818
https://doi.org/10.1016/j.jclepro.2016.07.086
|
| 26 |
L Hu, Y Liu, N Lohse, et al.. Sequencing the features to minimise the non-cutting energy consumption in machining considering the change of spindle rotation speed. Energy, 2017, 139: 935–946
https://doi.org/10.1016/j.energy.2017.08.032
|
| 27 |
M Emami, M H Sadeghi, A D Sarhan, et al.. Investigating the minimum quantity lubrication in grinding of Al2O3 engineering ceramic. Journal of Cleaner Production, 2014, 66: 632–643
https://doi.org/10.1016/j.jclepro.2013.11.018
|
| 28 |
I Hanafi, A Khamlichi, F M Cabrera, et al.. Optimization of cutting conditions for sustainable machining of PEEK-CF30 using TiN tools. Journal of Cleaner Production, 2012, 33: 1–9
https://doi.org/10.1016/j.jclepro.2012.05.005
|
| 29 |
X Chen, C Li, Y Jin, et al.. Optimization of cutting parameters with a sustainable consideration of electrical energy and embodied energy of materials. International Journal of Advanced Manufacturing Technology, 2018, 96(1–4): 775–788
https://doi.org/10.1007/s00170-018-1647-0
|
| 30 |
A M M S Ullah, K Kitajima, T Akamatsu, et al.. On some eco-indicators of cutting tools. In: Proceedings of ASME 2011 International Manufacturing Science and Engineering Conference. Corvallis: ASME, 2011, 105–110
https://doi.org/10.1115/MSEC2011-50071
|
| 31 |
M Arif, I A Stroud, O Akten. A model to determine the optimal parameters in a machining process for the most profitable utilization of machining energy. Proceedings of the Institution of Mechanical Engineers. Part B, Journal of Engineering Manufacture, 2015, 229(2): 266–274
https://doi.org/10.1177/0954405414527960
|
| 32 |
X Chen, C Li, Y Tang, et al.. Integrated optimization of cutting tool and cutting parameters in face milling for minimizing energy footprint and production time. Energy, 2019, 175: 1021–1037
https://doi.org/10.1016/j.energy.2019.02.157
|
| 33 |
Q Wang, F Liu, X Wang. Multi-objective optimization of machining parameters considering energy consumption. International Journal of Advanced Manufacturing Technology, 2014, 71(5–8): 1133–1142
https://doi.org/10.1007/s00170-013-5547-z
|
| 34 |
D Fratila, C Caizar. Application of Taguchi method to selection of optimal lubrication and cutting conditions in face milling of AlMg3. Journal of Cleaner Production, 2011, 19(6–7): 640–645
https://doi.org/10.1016/j.jclepro.2010.12.007
|
| 35 |
C Li, Q Xiao, Y Tang, et al.. A method integrating Taguchi, RSM and MOPSO to CNC machining parameters optimization for energy saving. Journal of Cleaner Production, 2016, 135: 263–275
https://doi.org/10.1016/j.jclepro.2016.06.097
|
| 36 |
G Campatelli, L Lorenzini, A Scippa. Optimization of process parameters using a response surface method for minimizing power consumption in the milling of carbon steel. Journal of Cleaner Production, 2014, 66: 309–316
https://doi.org/10.1016/j.jclepro.2013.10.025
|
| 37 |
A Bhattacharya, S Das, P Majumder, et al.. Estimating the effect of cutting parameters on surface finish and power consumption during high speed machining of AISI 1045 steel using Taguchi design and ANOVA. Production Engineering, 2009, 3(1): 31–40
https://doi.org/10.1007/s11740-008-0132-2
|
| 38 |
G Kant, K S Sangwan. Prediction and optimization of machining parameters for minimizing power consumption and surface roughness in machining. Journal of Cleaner Production, 2014, 83: 151–164
https://doi.org/10.1016/j.jclepro.2014.07.073
|
| 39 |
Y Zhang, P Zou, B Li, et al.. Study on optimized principles of process parameters for environmentally friendly machining austenitic stainless steel with high efficiency and little energy consumption. International Journal of Advanced Manufacturing Technology, 2015, 79(1–4): 89–99
https://doi.org/10.1007/s00170-014-6763-x
|
| 40 |
C Camposeco-Negrete, J de Dios Calderón Nájera, J C Miranda-Valenzuela. Optimization of cutting parameters to minimize energy consumption during turning of AISI 1018 steel at constant material removal rate using robust design. International Journal of Advanced Manufacturing Technology, 2016, 83(5–8): 1341–1347
https://doi.org/10.1007/s00170-015-7679-9
|
| 41 |
P S Bilga, S Singh, R Kumar. Optimization of energy consumption response parameters for turning operation using Taguchi method. Journal of Cleaner Production, 2016, 137: 1406–1417
https://doi.org/10.1016/j.jclepro.2016.07.220
|
| 42 |
R S Altıntaş, M Kahya, H Ö Ünver. Modelling and optimization of energy consumption for feature based milling. International Journal of Advanced Manufacturing Technology, 2016, 86(9–12): 3345–3363
https://doi.org/10.1007/s00170-016-8441-7
|
| 43 |
R K Bhushan. Optimization of cutting parameters for minimizing power consumption and maximizing tool life during machining of Al alloy SiC particle composites. Journal of Cleaner Production, 2013, 39(1): 242–254
https://doi.org/10.1016/j.jclepro.2012.08.008
|
| 44 |
J Yan, L Li. Multi-objective optimization of milling parameters: The trade-offs between energy, production rate and cutting quality. Journal of Cleaner Production, 2013, 52: 462–471
https://doi.org/10.1016/j.jclepro.2013.02.030
|
| 45 |
O V Arriaza, D Kim, D Lee, et al.. Trade-off analysis between machining time and energy consumption in impeller NC machining. Robotics and Computer-Integrated Manufacturing, 2017, 43: 164–170
https://doi.org/10.1016/j.rcim.2015.09.014
|
| 46 |
S A Bagaber, A R Yusoff. Multi-objective optimization of cutting parameters to minimize power consumption in dry turning of stainless steel 316. Journal of Cleaner Production, 2017, 157: 30–46
https://doi.org/10.1016/j.jclepro.2017.03.231
|
| 47 |
E Suneesh, M Sivapragash. Parameter optimisation to combine low energy consumption with high surface integrity in turning Mg/Al2O3 hybrid composites under dry and MQL conditions. Journal of the Brazilian Society of Mechanical Sciences and Engineering, 2019, 41(2): 89
https://doi.org/10.1007/s40430-019-1587-0
|
| 48 |
D Y Jang, J Jung, J Seok. Modeling and parameter optimization for cutting energy reduction in MQL milling process. International Journal of Precision Engineering and Manufacturing—Green Technology, 2016, 3(1): 5–12
https://doi.org/10.1007/s40684-016-0001-y
|
| 49 |
J Li, Y Lu, H Zhao, et al.. Optimization of cutting parameters for energy saving. International Journal of Advanced Manufacturing Technology, 2014, 70(1–4): 117–124
https://doi.org/10.1007/s00170-013-5227-z
|
| 50 |
S Velchev, I Kolev, K Ivanov, et al.. Empirical models for specific energy consumption and optimization of cutting parameters for minimizing energy consumption during turning. Journal of Cleaner Production, 2014, 80: 139–149
https://doi.org/10.1016/j.jclepro.2014.05.099
|
| 51 |
P Albertelli, A Keshari, A Matta. Energy oriented multi cutting parameter optimization in face milling. Journal of Cleaner Production, 2016, 137: 1602–1618
https://doi.org/10.1016/j.jclepro.2016.04.012
|
| 52 |
F Ma, H Zhang, H Cao, et al.. An energy consumption optimization strategy for CNC milling. International Journal of Advanced Manufacturing Technology, 2017, 90(5–8): 1715–1726
https://doi.org/10.1007/s00170-016-9497-0
|
| 53 |
Y Xiong, J Wu, C Deng, et al.. Machining process parameters optimization for heavy-duty CNC machine tools in sustainable manufacturing. International Journal of Advanced Manufacturing Technology, 2016, 87(4): 1237–1246
https://doi.org/10.1007/s00170-013-4881-5
|
| 54 |
Z Deng, H Zhang, Y Fu, et al.. Optimization of process parameters for minimum energy consumption based on cutting specific energy consumption. Journal of Cleaner Production, 2017, 166: 1407–1414
https://doi.org/10.1016/j.jclepro.2017.08.022
|
| 55 |
K He, R Tang, M Jin. Pareto fronts of machining parameters for trade-off among energy consumption, cutting force and processing time. International Journal of Production Economics, 2017, 185: 113–127
https://doi.org/10.1016/j.ijpe.2016.12.012
|
| 56 |
H Zhang, Z Deng, Y Fu, et al.. A process parameters optimization method of multi-pass dry milling for high efficiency, low energy and low carbon emissions. Journal of Cleaner Production, 2017, 148: 174–184
https://doi.org/10.1016/j.jclepro.2017.01.077
|
| 57 |
Q Zhong, R Tang, T Peng. Decision rules for energy consumption minimization during material removal process in turning. Journal of Cleaner Production, 2017, 140: 1819–1827
https://doi.org/10.1016/j.jclepro.2016.07.084
|
| 58 |
L Zhang, B Zhang, H Bao, et al.. Optimization of cutting parameters for minimizing environmental impact: Considering energy efficiency, noise emission and economic dimension. International Journal of Precision Engineering and Manufacturing, 2018, 19(4): 613–624
https://doi.org/10.1007/s12541-018-0074-3
|
| 59 |
S A Bagaber, A R Yusoff. Energy and cost integration for multi-objective optimisation in a sustainable turning process. Measurement, 2019, 136: 795–810
https://doi.org/10.1016/j.measurement.2018.12.096
|
| 60 |
L Hu, R Tang, W Cai, et al.. Optimisation of cutting parameters for improving energy efficiency in machining process. Robotics and Computer-Integrated Manufacturing, 2019, 59: 406–416
https://doi.org/10.1016/j.rcim.2019.04.015
|
| 61 |
C Li, L Li, Y Tang, et al.. A comprehensive approach to parameters optimization of energy-aware CNC milling. Journal of Intelligent Manufacturing, 2019, 30(1): 123–138
https://doi.org/10.1007/s10845-016-1233-y
|
| 62 |
H Wang, R Y Zhong, G Liu, et al.. An optimization model for energy-efficient machining for sustainable production. Journal of Cleaner Production, 2019, 232: 1121–1133
https://doi.org/10.1016/j.jclepro.2019.05.271
|
| 63 |
W Li, S Kara. An empirical model for predicting energy consumption of manufacturing processes: A case of turning process. Proceedings of the Institution of Mechanical Engineers. Part B, Journal of Engineering Manufacture, 2011, 225(9): 1636–1646
https://doi.org/10.1177/2041297511398541
|
| 64 |
P Chauhan, M Pant, K Deep. Parameter optimization of multi-pass turning using chaotic PSO. International Journal of Machine Learning and Cybernetics, 2015, 6(2): 319–337
https://doi.org/10.1007/s13042-013-0221-1
|
| 65 |
J Huang, F Liu, J Xie. A method for determining the energy consumption of machine tools in the spindle start-up process before machining. Proceedings of the Institution of Mechanical Engineers. Part B, Journal of Engineering Manufacture, 2015, 230(9): 1639–1649
https://doi.org/10.1177/0954405415600679
|
| 66 |
P T Mativenga, M F Rajemi. Calculation of optimum cutting parameters based on minimum energy footprint. CIRP Annals-Manufactuing Technology, 2011, 60(1): 149–152
https://doi.org/10.1016/j.cirp.2011.03.088
|
| 67 |
L Li, J Yan, Z Xing. Energy requirements evaluation of milling machines based on thermal equilibrium and empirical modelling. Journal of Cleaner Production, 2013, 52: 113–121
https://doi.org/10.1016/j.jclepro.2013.02.039
|
| 68 |
J Lv, R Tang, S Jia. Therblig-based energy supply modeling of computer numerical control machine tools. Journal of Cleaner Production, 2014, 65: 168–177
https://doi.org/10.1016/j.jclepro.2013.09.055
|
| 69 |
T Gutowski, M Branham, J Dahmus, et al.. Thermodynamic analysis of resources used in manufacturing processes. Environmental Science & Technology, 2009, 43(5): 1584–1590
https://doi.org/10.1021/es8016655
|
| 70 |
T Gutowski, J Dahmus, A Thiriez. Electrical energy requirements for manufacturing processes. In: Proceedings of the 13th CIRP International Conference on Life Cycle Engineering. Leuven, 2006, 623–628
|
| 71 |
Y Altintas. Manufacturing Automation. Cambridge: Cambridge University Press, 2012
|
| 72 |
N Diaz, S Choi, M Helu, et al.. Machine tool design and operation strategies for green manufacturing. In: Proceedings of the 4th CIRP International Conference on High Performance Cutting (HPC2010). Gifu, 2010, 271–276
|
| 73 |
M P Sealy, Z Liu, D Zhang, et al.. Energy consumption and modeling in precision hard milling. Journal of Cleaner Production, 2016, 135: 1591–1601
https://doi.org/10.1016/j.jclepro.2015.10.094
|
| 74 |
J Lv, R Tang, S Jia, et al.. Experimental study on energy consumption of computer numerical control machine tools. Journal of Cleaner Production, 2016, 112: 3864–3874
https://doi.org/10.1016/j.jclepro.2015.07.040
|
| 75 |
L Hu, C Peng, S Evans, et al.. Minimising the machining energy consumption of a machine tool by sequencing the features of a part. Energy, 2017, 121: 292–305
https://doi.org/10.1016/j.energy.2017.01.039
|
| 76 |
F Han, L Li, W Cai, et al.. Parameters optimization considering the trade-off between cutting power and MRR based on linear decreasing particle swarm algorithm in milling. Journal of Cleaner Production, 2020, 262: 121388
https://doi.org/10.1016/j.jclepro.2020.121388
|
| 77 |
S Hu, F Liu, Y He, et al.. Characteristics of additional load losses of spindle system of machine tools. Journal of Advanced Mechanical Design, Systems and Manufacturing, 2010, 4(7): 1221–1233
https://doi.org/10.1299/jamdsm.4.1221
|
| 78 |
H Xu, Q Jiang, T Cao. Milling Processing Manual. Beijing: China Machine Press, 2012
|
| 79 |
W A Yang, Y Guo, W H Liao. Optimization of multi-pass face milling using a fuzzy particle swarm optimization algorithm. International Journal of Advanced Manufacturing Technology, 2011, 54(1–4): 45–57
https://doi.org/10.1007/s00170-010-2927-5
|
| 80 |
A R Yildiz. Optimization of cutting parameters in multi-pass turning using artificial bee colony-based approach. Information Science, 2013, 220: 399–407
https://doi.org/10.1016/j.ins.2012.07.012
|
| 81 |
L Gao, J Huang, X Li. An effective cellular particle swarm optimization for parameters optimization of a multi-pass milling process. Applied Soft Computing, 2012, 12(11): 3490–3499
https://doi.org/10.1016/j.asoc.2012.06.007
|
| 82 |
M S Shunmugam, S V B Reddy, T T Narendran. Optimal selection of parameters in multi-tool drilling. Journal of Materials Processing Technology, 2000, 103(2): 318–323
https://doi.org/10.1016/S0924-0136(00)00500-8
|
| 83 |
L Li, C Li, Y Tang, et al.. An integrated approach of process planning and cutting parameter optimization for energy-aware CNC machining. Journal of Cleaner Production, 2017, 162: 458–473
https://doi.org/10.1016/j.jclepro.2017.06.034
|
| 84 |
N Yusup, A M Zain, S Z M Hashim. Evolutionary techniques in optimizing machining parameters: Review and recent applications (2007–2011). Expert Systems with Applications, 2012, 39(10): 9909–9927
https://doi.org/10.1016/j.eswa.2012.02.109
|
| 85 |
H G Resat, B Unsal. A novel multi-objective optimization approach for sustainable supply chain: A case study in packaging industry. Sustainable Production and Consumption, 2019, 20: 29–39
https://doi.org/10.1016/j.spc.2019.04.008
|
| 86 |
H Peng, H Wang, D Chen. Optimization of remanufacturing process routes oriented toward eco-efficiency. Frontiers of Mechanical Engineering, 2019, 14(4): 422–433
https://doi.org/10.1007/s11465-019-0552-z
|
| 87 |
X Duan, B Wu, Y Hu, et al.. An improved artificial bee colony algorithm with MaxTF heuristic rule for two-sided assembly line balancing problem. Frontiers of Mechanical Engineering, 2019, 14(2): 241–253
https://doi.org/10.1007/s11465-018-0518-6
|
| 88 |
M H Gholami, M R Azizi. Constrained grinding optimization for time, cost, and surface roughness using NSGA-II. International Journal of Advanced Manufacturing Technology, 2014, 73(5–8): 981–988
https://doi.org/10.1007/s00170-014-5884-6
|
| 89 |
S Zhu, H Zhang, Z Jiang, et al.. A carbon efficiency upgrading method for mechanical machining based on scheduling optimization strategy. Frontiers of Mechanical Engineering, 2020, 15(2): 338–350
https://doi.org/10.1007/s11465-019-0572-8
|
| 90 |
C Tian, G Zhou, F Lu, et al.. An integrated multi-objective optimization approach to determine the optimal feature processing sequence and cutting parameters for carbon emissions savings of CNC machining. International Journal of Computer Integrated Manufacturing, 2020, 33(6): 609–625
https://doi.org/10.1080/0951192X.2020.1775303
|
| 91 |
B Kirsch, C Effgen, M Büchel, et al.. Comparison of the embodied energy of a grinding wheel and an end mill. Procedia CIRP, 2014, 15: 74–79
https://doi.org/10.1016/j.procir.2014.06.037
|
| 92 |
S J Shin, J Woo, S Rachuri. Energy efficiency of milling machining: Component modeling and online optimization of cutting parameters. Journal of Cleaner Production, 2017, 161: 12–29
https://doi.org/10.1016/j.jclepro.2017.05.013
|
| 93 |
Q Xiao, C Li, Y Tang, et al.. Meta-reinforcement learning of machining parameters for energy-efficient process control of flexible turning operation. IEEE Transactions on Automation Science and Engineering, 2021, 18(1): 5–18
https://doi.org/10.1109/TASE.2019.2924444
|
| 94 |
N Tapoglou, J Mehnen, J Butans, et al.. Online on-board optimization of cutting parameter for energy efficient CNC milling. Procedia CIRP, 2016, 40: 384–389
https://doi.org/10.1016/j.procir.2016.01.072
|
|
Viewed |
|
|
|
Full text
|
|
|
|
|
Abstract
|
|
|
|
|
Cited |
|
|
|
|
| |
Shared |
|
|
|
|
| |
Discussed |
|
|
|
|